1. Purpose
In addition to the steel bar cutting head, rib stripping and wire rolling are completed by machines and manual assistance, the rest of the processes such as main reinforcement positioning, spiral bar installation and positioning are completed by manual operation, resulting in low productivity per unit time, large number of laborers, unstable forming quality and other shortcomings. To this end, our department uses a rolling welding machine to make steel cages, which not only improves the forming quality of steel cages, speeds up the construction progress, but also reduces the construction cost.
2. Process characteristics
(1) Machining and forming, high degree of automation, fast forming speed, convenient lap of multiple reinforcement cages, saving on-site installation time of reinforcement cages.
(2) Less staffing and low labor intensity. Under normal circumstances, the rolling welding operation is carried out by 3 people in a shift, and a steel cage is processed every 4 hours.
(3) The quality is stable, the spacing of the main reinforcement and stirrups is uniform, when the stirrups are wound, the support is stable, and the concentricity and diameter error of the reinforcement cage are very small.
(4) The inner and outer stirrups can be completed on the equipment at the same time.
(5) The stirrups do not need to be lapped when they are wire rods, which saves 1% of materials and reduces construction costs compared with manual operations.
3. Scope of Application
It is suitable for the processing and production of steel cages for large-diameter bored piles and cylindrical buildings, especially for the vertical straight thread connection of steel cages.
4. Construction process
4.1 Construction process flow diagram
4.2 Principles of construction technology
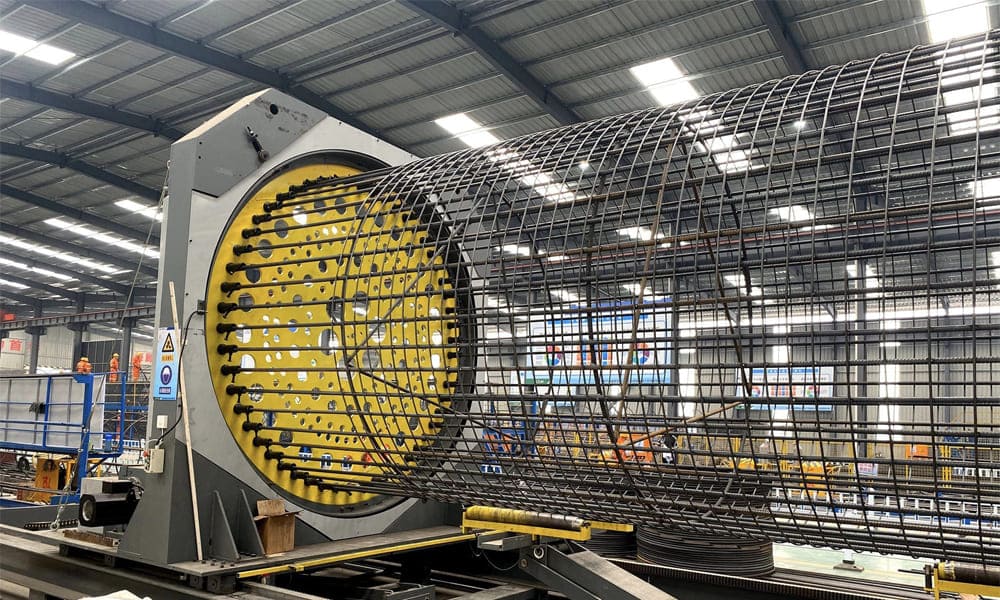
The construction process integrates main reinforcement positioning, stirrup straightening, stirrup winding, and steel bar welding (carbon dioxide protection) molding. The main reinforcement of the reinforcement cage is fixed in the corresponding hole of the movable rotating disc by manually passing through the circular hole of the corresponding template of the fixed rotating disc to the corresponding hole of the mobile rotating disk, the stirrup (winding rib) end is welded on a main reinforcement first, and then the stirrups are wound on the main reinforcement by the fixed rotating disc and the mobile rotating disc rotation (the moving disc is moving backward while rotating), and the product reinforcement cage is welded at the same time.
4.3 Roll welding structure and installation
4.3.1 Structural composition of rolling welding machine
The rolling welding machine is mainly composed of the following structures: (1) dragging guide rail, (2) console, (3) dragging drive system, (4) main reinforcement material rack, (5) reinforcement cage hydraulic support device, (6) fixed rotary drive mechanism, (7) mobile rotary driving mechanism, (8) main reinforcement fixer, (9) main reinforcement conduit, (10) main reinforcement undertaking separation system, (11) stirrup pay-off frame, (12) stirrup straightening mechanism, (13) main reinforcement feeding system
4.3.2 Performance Indicators
Diameter of reinforcement cage: Φ300~2000mm
Maximum length of reinforcement cage: 20m
Material specifications: main reinforcement Φ12~40mm, stirrup Φ5~16mm coil reinforcement direct operation welding method: automatic/manual welding optional
Number of operators: minimum 3 people
Equipment power: 15kw
Equipment size: total length 26m, width 2.5m, height 2.5m
Equipment weight: 14t/set
Pitch range: 50~450mm
4.3.3 Equipment Installation
The layout of the production site is as follows:
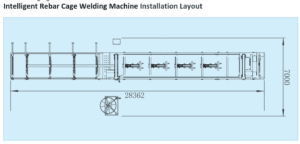
The whole production area is divided into four parts, namely the equipment area, stirrup storage area (Area A), main reinforcement storage area (Area B), and steel cage finished product storage area (Area C), which should fully consider the convenience of the movement and storage of various raw materials and finished products. Here are a few things to keep in mind:
(1) Area A is the stirrup (disc bar) storage area, the width of this area should be at least 3m, and the upper side of Area A should be connected by a road to facilitate the storage of stirrups and put into the stirrup material rack. If there is no road on the upper side, the distance between the two sides of the equipment and the boundary of the production area should be convenient for materials to enter and exit;
(2) The distance between the equipment and the boundary of the production area is at least 1m, if the material in and out of area A is considered, one or two sides should be more than 2~3m away from the boundary of the production area;
(3) Area B is the main reinforcement raw material area, which is mainly considered to be convenient for feeding and storage;
(4) Area C is the storage area of finished steel cage products, mainly considering the convenience of blanking and repair welding of steel cage.
5. Operational Points
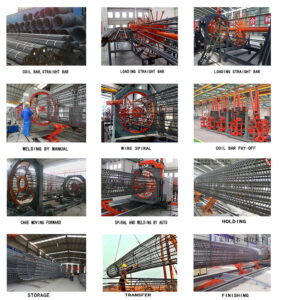
(1) Main reinforcement feeding: The main reinforcement is blanked, welded or connected to the design length in advance, and then hoisted on the main reinforcement storage rack. The main reinforcement is distributed on the circumference of the dispensing disc through the feeding system, and at the same time, it is penetrated into the conduit of the annular template of the fixed disc and the moving disc, and the main reinforcement is clamped with bolts in the conduit of the moving disc with an electric wrench. When clamping, pay attention to the dislocation length of each main bar, which is usually not less than 1m.
The main reinforcement is fed and positioned
(2) Spiral stirrups are threaded and wound and fixed: the spiral stirrups are crossed and fixed with the main reinforcement through the straightening mechanism, the moving disc rotates forward (the stirrup winding speed and spacing are controlled by the data set on the console), and the intersection of the stirrups and the main reinforcement is welded with CO2 gas shielding.
Stirrups are threaded and wound fixed
(3) Rolling welding operation: the fixed disc and the moving disc rotate synchronously while the moving disc moves forward, the stirrups fixed at one end are automatically wound on the main reinforcement, and the welder carries out the welding operation synchronously. When a rebar cage of a defined length is completed, the gantry crane unloads it from the support rail and transfers it into the finished product stacking area.
Roll welding, unloading cage
(4) Reinforcing rib system: Reinforcing rib is processed by bending hoop machine and bent in advance. First, the stiffener is placed on the fixed plate, and when the moving disc moves forward every 2 meters, the stiffener is welded into shape, and at the same time welded with the main reinforcement. After unloading the cage, the welding quality of the stiffeners is inspected in the semi-finished product storage area, and the repair welding is carried out if the requirements are not met, and the cross inner brace is added to the stiffeners.