Purpose
Traditional steel cage processing often relies on manual labor for tasks like main bar positioning and spiral bar installation, leading to low productivity and inconsistent quality. To address these challenges, Automatic Cage Welding Machine is employed, enhancing the quality of steel cages, speeding up construction, and reducing costs.
Automatic Cage Welding Machine Process Characteristics
- High Automation: Mechanical processing allows for rapid formation and the convenient overlapping of multiple steel cages, saving valuable on-site installation time.
- Low Labor Intensity: Seam welding requires only three operators per shift, enabling the processing of one section of steel cage every four hours.
- Stable Quality: Main bars and stirrups are evenly spaced and firmly supported, ensuring high concentricity and minimal diameter errors in the steel cage.
- Efficient Stirrups Handling: Internal and external stirrups can be processed simultaneously, with a material savings of 1% compared to manual methods.
Scope of Application
This technology is ideal for producing steel cages for large-diameter bored piles and cylindrical structures, particularly effective for vertical straight thread connections.
Basis for Preparation
This technology follows established guidelines, including:
- Technical Guidelines for Standardization of Expressway Construction by the Highway Bureau, Ministry of Transport.
- Guidelines for Standardization Management by the Gansu Provincial Department of Transportation.
- Technical Specifications for Highway Bridge and Culvert Construction (JTG/T F50-2011).
Construction Process Flow
Principles of Construction Technology: The technology integrates main bar positioning, stirrup straightening, winding, and carbon dioxide protection welding. Main bars are fixed using templates, while stirrups are welded, wrapped, and secured around the main bars to form the steel cage.
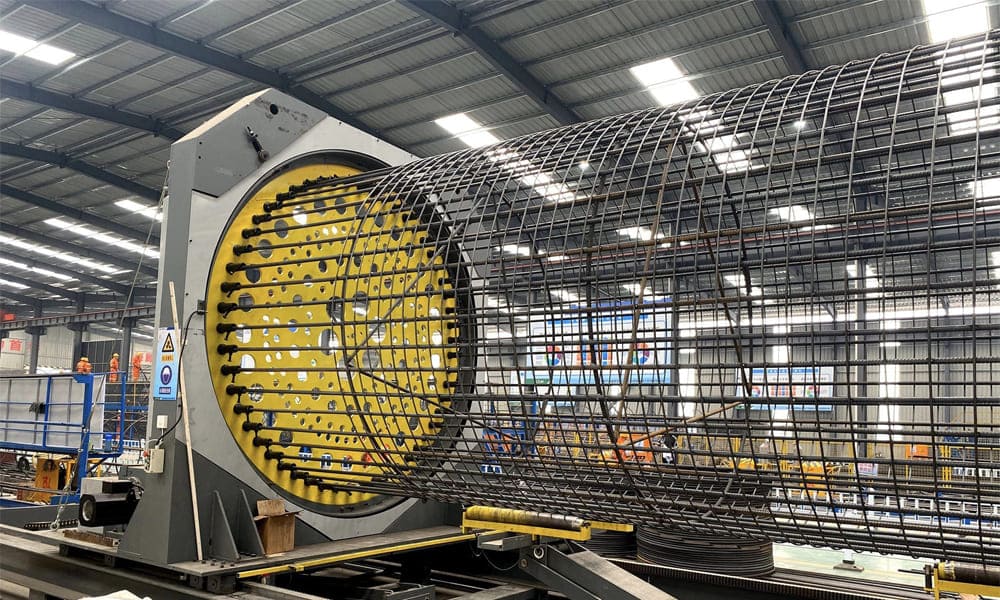
Roll Welding Structure and Installation
Seam Welding Machine Structure: Key components include:
- Dragging guide rail
- Console
- Hydraulic support
- Main bar holder and guide
- Stirrup pay-off frame
- Straightening mechanism
Performance Indicators:
- Steel Cage Diameter: Φ300–3000mm
- Maximum Length: 20m
- Material Specifications: Main bars Φ12mm-32mm
- Welding Method: Automatic/manual optional
- Operators: At least 3
- Equipment Power: 15kw
- Equipment Size: Length 26m, width 3m, height 3m
- Equipment Weight: 14t/set
- Spacing Range: 50–450mm
Equipment Installation
The production area consists of:
- Equipment Area
- Stirrup Storage Area (Area A)
- Main Bar Storage Area (Area B)
- Finished Product Storage Area (Area C)
Proper spacing for access and material handling is essential.
Operating Points
- Main Bar Loading: Pre-cut and clamp main bars on the storage rack.
- Spiral Stirrups: Straighten and cross-weld stirrups while controlling winding speed through the console.
- Roll Welding Operation: Synchronize the rotation of plates and perform welding.
- Reinforcing Rib Fabrication: Process and check the quality of reinforcing ribs, performing repairs as necessary.
Conclusion
This advanced seam welding technology significantly enhances efficiency, quality, and cost-effectiveness in steel cage production, aligning with modern construction standards and practices.