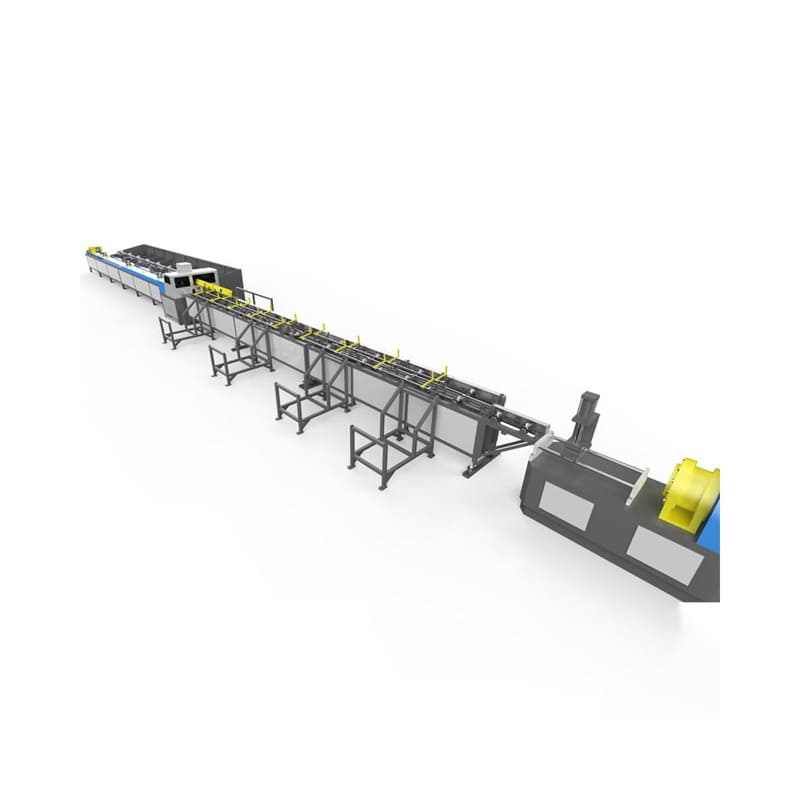
Tube Tapering Machine Line is an advanced, efficient solution for steel pipe processing. This user-friendly system integrates drilling and tapering functions into one machine, making it simple to handle everything from raw steel pipes to finished products.
| Type |
GZS108 |
| Length error |
±2mm |
| Pipe size(mm) |
∅38-∅114 |
| Length(m) |
3-15(customized) |
| Air pressure (Mpa) |
0.4-0.6 |
| Drill speed(hole/hour) |
1200-2400 |
| Pipe move speed(mm/s) |
10-565 |
| Work voltage(V) |
380 |
| Total power(kw) |
115 |
| Consumption(kw/h) |
20 |
| Weight(kg) |
12000 |
| Dimension(m) |
33*4.5*1.8 |
Tube Tapering Machine Line Key Benefits:
- Smart Control: Easily input processing settings like product length and hole spacing using the touch screen. The machine automatically adjusts for precise results.
- High Efficiency: Designed for high production rates with minimal labor, allowing one operator to manage the entire process.
- Versatile: Handles various steel pipe sizes and hole patterns, adapting to different needs.
- Easy Operation: Simple PLC control and touch screen interface make it easy to use and train new operators.
- Low Maintenance: Features built-in status detection and alerts for quick troubleshooting and reduced maintenance costs.
- Compact Design: Space-saving and easy to transport, fitting conveniently into any workspace.
Production Process:
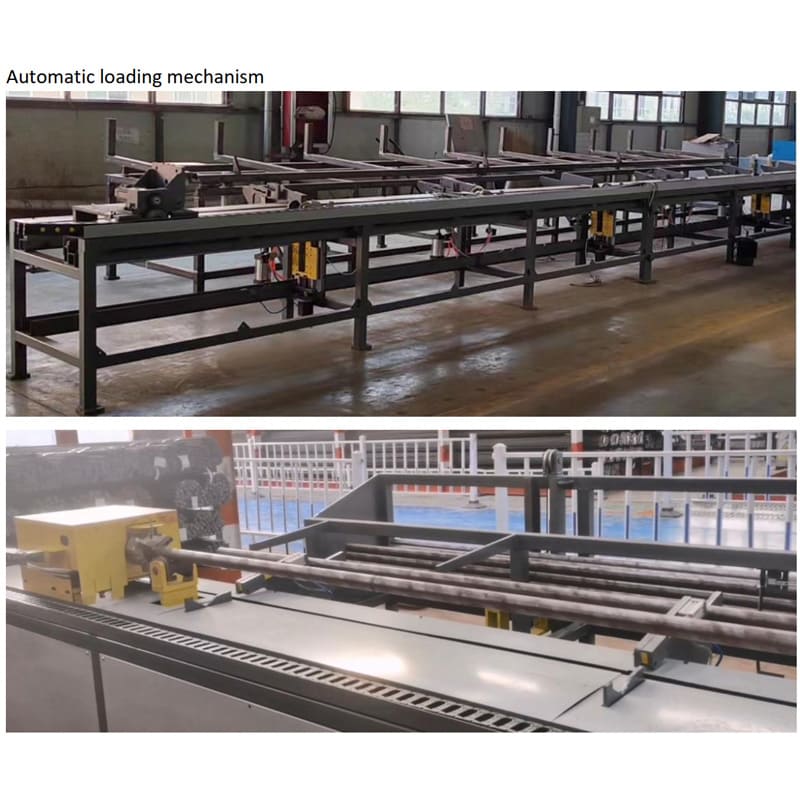
- Automatic Loading: The lifting mechanism loads and positions raw materials automatically.
- Feeding: The jacking cylinder feeds individual pipes into the machine for processing.
- Positioning and Sawing: The machine accurately cuts pipes to the desired length, with minimal waste.
- Drilling: Pipes are drilled at precise locations based on input settings.
- Sharpening: After drilling, pipes are sharpened using high-frequency heating.
- Final Processing: Completed pipes are moved to the finished product area.
This production line streamlines steel pipe processing, improving efficiency and precision while being easy to operate and maintain.