To address the challenges of low productivity, high labor demand, and inconsistent forming quality in the manual processing of Make Steel Pile Cage, our department has adopted the use of a rolling welding machine. This advanced machine automates many processes, thereby enhancing the quality of steel cages, accelerating construction progress, and reducing costs.
Make Steel Pile Cage Process Characteristics
- High Automation and Fast Forming Speed:
- The machine automates the machining and forming processes.
- Enables quick lap of multiple reinforcement cages, saving on-site installation time.
- Reduced Labor and Low Intensity:
- Typically operated by a team of three people per shift.
- A steel cage is processed every four hours.
- Stable Quality:
- Ensures uniform spacing of main reinforcements and stirrups.
- Provides stable support during winding, maintaining concentricity and minimal diameter error.
- Simultaneous Inner and Outer Stirrups:
- The machine can complete both inner and outer stirrups in one operation.
- Material Efficiency:
- Eliminates the need for lapping stirrups when using wire rods, saving 1% of materials compared to manual methods.
- Reduces construction costs.
Scope of Application
The rolling welding machine is suitable for:
- Processing and production of steel cages for large-diameter bored piles and cylindrical structures.
- Vertical straight thread connection of steel cages.
Construction Process
1. Construction Process Flow Diagram(Provide a detailed flow diagram)
2. Principles of Construction Technology
The construction process involves:
- Main Reinforcement Positioning: Fixed manually in the rotating disc holes.
- Stirrup Handling: Straightening, winding, and welding using the rotating discs.
- Forming and Welding: Automated process integrating stirrup winding and reinforcement cage welding using CO2 protection.
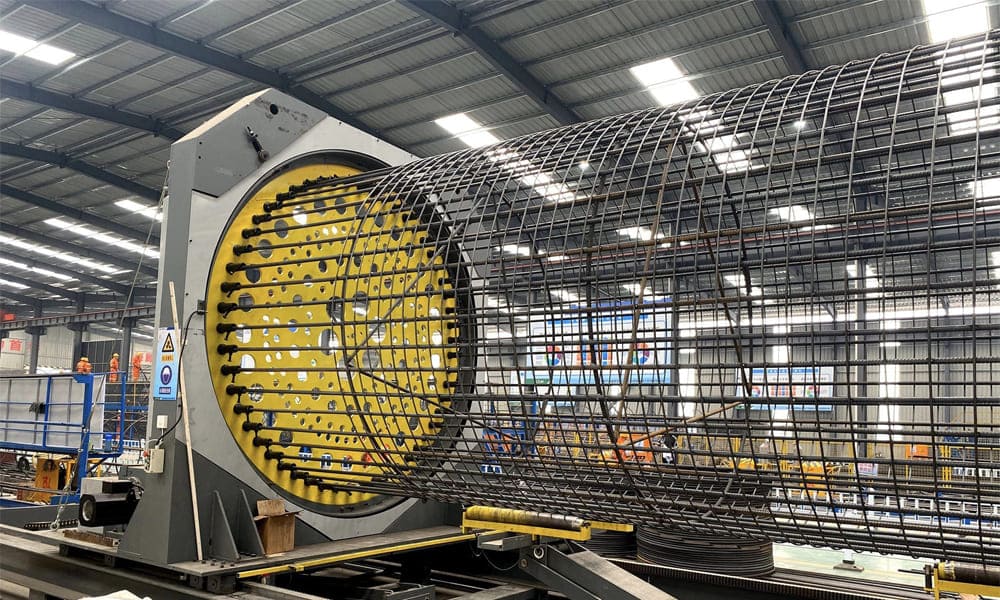
3. Roll Welding Structure and Installation
3.1 Structural Composition
The rolling welding machine comprises:
- Dragging guide rail
- Console
- Dragging drive system
- Main reinforcement material rack
- Reinforcement cage hydraulic support device
- Fixed rotary drive mechanism
- Mobile rotary driving mechanism
- Main reinforcement fixer
- Main reinforcement conduit
- Main reinforcement undertaking separation system
- Stirrup pay-off frame
- Stirrup straightening mechanism
- Main reinforcement feeding system
3.2 Performance Indicators
- Reinforcement Cage Diameter: Φ300~2000mm
- Maximum Cage Length: 20m
- Material Specifications:
- Main reinforcement: Φ12~40mm
- Stirrup: Φ5~16mm
- Welding Method: Automatic/manual
- Operators Required: Minimum of 3 people
- Power: 15kw
- Dimensions: Length 26m, Width 2.5m, Height 2.5m
- Weight: 14t/set
- Pitch Range: 50~450mm
3.3 Equipment Installation
Production Area Layout:
- Area A (Stirrup Storage): Minimum width of 3m; requires road access for material handling.
- Area B (Main Reinforcement Storage): Convenient for feeding and storage.
- Area C (Finished Product Storage): Designed for ease of unloading and repair welding.
Operational Points
- Main Reinforcement Feeding:
- Main reinforcement is prepared, welded, or connected to the design length.
- Positioned on the storage rack and distributed through the feeding system.
- Spiral Stirrups:
- Threaded, wound, and fixed with main reinforcement.
- Rotation controlled by data settings on the console.
- CO2 gas shielded welding at intersections.
- Rolling Welding Operation:
- Synchronous rotation of fixed and moving discs.
- Automatic winding of stirrups and simultaneous welding.
- Unloading of completed cages using gantry cranes.
- Reinforcing Rib System:
- Processed in advance and welded into shape during cage formation.
- Inspection and repair welding in the semi-finished product area.
By implementing these processes and utilizing advanced machinery, the productivity, quality, and efficiency of steel cage construction are significantly improved, leading to better project outcomes and reduced costs.