

Italian C42 cutting machine blade, tailored for your international sales and after-sales needs, with English specs and maintenance steps:
1. Basic Model & Compatibility
C42 Cutting Machine Blade is a classic Italian mechanical rebar cutter (brands include OF.ME.R, Schnell (C42 ST), Icaro). The blade set is a fixed lower blade+moving upper blade pair, cold-shear designed for reinforcing steel (round/deformed bars up to φ36 mm, grade 500/600 MPa).
2. Material & Hardness
- Original Italian C42 Cutting Machine blades: high-chromium-molybdenum tool steel (e.g., Cr12MoV/D2 equivalent), vacuum heat-treated to HRC 58–62; some premium versions use powder metallurgy high-speed steel (PM-HSS) or TiN/TiCN coated edges for wear resistance.
- Cold-working optimized profile, typically 4-edge reversible design (can flip/rotate 4 times to extend service life) (Icaro C42 standard feature).
3. Key Specifications (Typical Original)
| Item | Specification |
|---|---|
| Pair Configuration | Upper (movable) + Lower (fixed) blade |
| Cutting Edge Radius | Curved for rebar, reduces chipping |
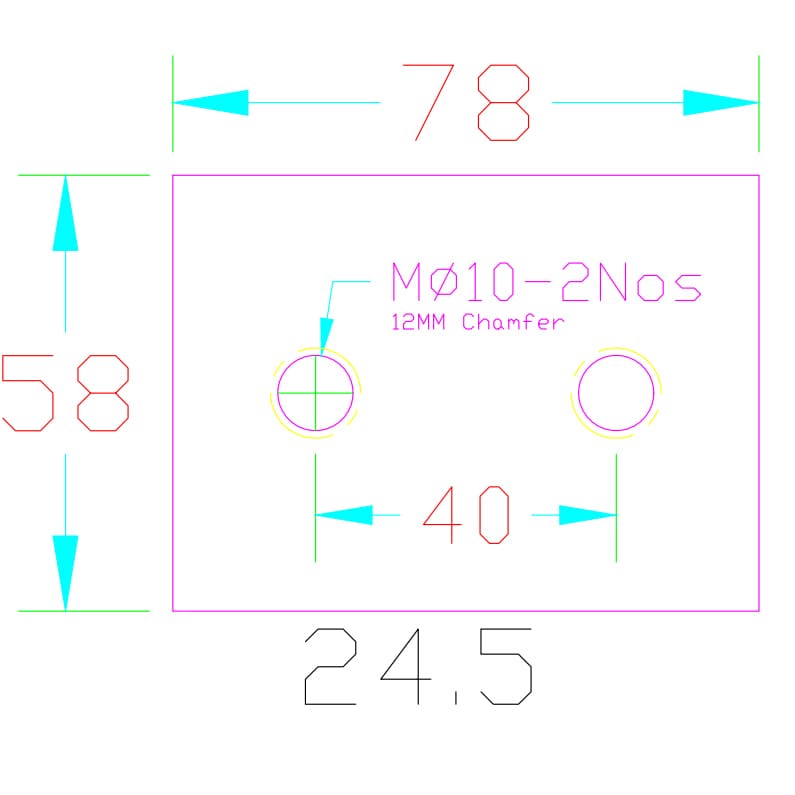
| Bolt Hole Pattern | Machine-specific (match C42 Cutting Machine Blade OEM part number strictly) |
| Thickness | 18–22 mm (varies by brand) |
| Hardness | HRC 58–62 (after tempering, no brittleness) |
| Max Capacity | Single bar φ36 mm (grade 500); multiple bars φ26 mm×2, φ20 mm×3 |
4. Performance & Lifespan
- Typical service life: 100,000+ cuts for standard HRB400 rebar under proper lubrication and gap adjustment.
- Factors reducing life: cutting hardened steel, rusty bars, incorrect blade gap (>0.2 mm), lack of lubrication, overloading (exceeding rated diameter).
5. Replacement & Maintenance Steps (Critical for Safety)
- Power OFF+lockout-tagout; drain hydraulic oil if applicable, clean debris around the blade seat.
- Remove the blade clamping bolts; mark the original orientation of upper/lower blades to avoid reverse installation.
- Check the blade seat for burrs/damage; grind flat if needed. Install new blade pair, torque bolts to the manufacturer’s value (usually 80–100 N·m).
- Adjust blade gap (use a feeler gauge): 0.05–0.1 mm for new blades, max 0.2 mm during service. Incorrect gap causes slanted cuts, excessive noise, blade chipping.
- Test run idle for 1–2 minutes; perform 5–10 test cuts on scrap rebar to confirm clean edges, no jamming, no abnormal vibration.
- Daily maintenance: clean chips after each shift; lubricate the blade guide rail with high-temperature grease; inspect bolt tightness before operation.
6. Sourcing & Quality Control
- Genuine Italian OEM Blades: Contact OF.ME.R, Schnell, Icaro official distributors; verify part numbers and batch certificates.
- Aftermarket Alternatives: Choose ISO9001 certified manufacturers with HRC testing reports; avoid untested low-price blades that risk machine damage and safety incidents.
- International Packaging: Anti-rust oil coating+plastic film+cardboard box, with part number, hardness grade, and batch number clearly labeled for export customs clearance.
7. Common Issues & Troubleshooting
| Symptom | Cause | Solution |
|---|---|---|
| Slanted/rebarred cuts | Blade gap too large, dull edge, misalignment | Adjust gap to 0.1 mm; flip/rotate blade; re-torque bolts |
| Blade chipping/cracking | Overload, cutting hardened steel, incorrect heat treatment | Stop overloading; replace with coated premium blades |
| Excessive noise/vibration | Blade loose, seat uneven, lack of lubrication | Tighten bolts; grind seat flat; re-lubricate |



